Investeringer for 400 mio: Det hele startede med en flaskehals

 Af Dan S. Frandsen
Af Dan S. Frandsen
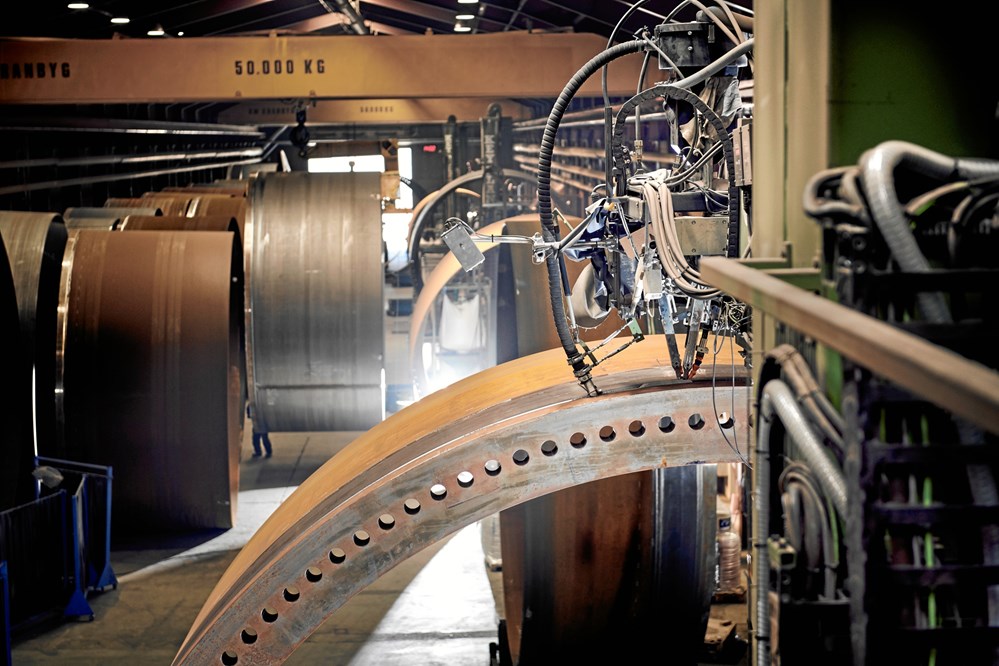
Man bliver blæst bagover og nærmest stålblind, når man træder ind i Welcons store fabrikshaller syd for Brande i Midtjylland. For overalt er kæmpestore stålkonstruktioner ved at blive svejst sammen. Stålplader bliver til svøb, svøb til tårnsektioner, og til sidst får de overfladebehandlede tårnsektioner monteret indmaden, der blandt andet er platforme, elevatorer og kabelholdere.
Produktionen foregår efter en klar rød tråd hos vindmølletårnsspecialisten, hvor en tårnsektions produktionstid er forkortet markant i løbet af fem år. Samtidig er den største tårndiameter gået fra 3,5 til 6,5 meter.
De enorme tårnsektioner giver Welcon et stort stålforbrug. Medarbejderne svejser ugentlig cirka 2.500 tons stål sammen til tårnsektioner til offshore-vindmøller, og der er plads til endnu større konstruktioner på den 60.000 kvadratmeter store fabrik, som er blevet tredoblet i areal på fem år. Samtidig har produktiviteten taget et kvantespring.
Ny fabrikshal øger kapacitet
Senest er nye 6.000 kvadratmeter blevet indviet i oktober, og den nye fabrikshal har øget svejsekapaciteten med 35 pct. Netop svejsekapaciteten var tilbage i 2013 første skridt i en effektivisering af produktionen.
Centralt i udbygningen er processen, hvor svøb svejses sammen til tårnsektioner. Her er man gået fra ét til fire svejsehoveder, og det har fjernet en kronisk flaskehals.
- De store svejsninger, rundsøm, kan per styk tage lige fra to og op til 24 timer ved de tykkeste stålsektioner. Tidligere kunne en stor sektion, hvor der skal laves ti eller tolv svejsninger, ligge i en uge og blive svejst på, siger Jens Risvig Pedersen, administrerende direktør og medejer, Welcon.
Flaskehals kvalte flowet
I stedet for en enkelt medarbejder i et svejsetårn, sidder der nu to mænd i et operatørrum og overvåger svejsning med fire svejsehoveder. Svejsemetoden er unik på verdensplan.
- På den samme plads kan vi producere mere og få mere ud af fabrikken med færre folk, uddyber Jens Risvig Pedersen.
Tårnene vokser i størrelse, og i dag er der fra seks op til 14 rundsømme, der er pulversvejsninger, på en tårnsektion. Et vindmølletårn består af flere sektioner.
- Hver eneste gang tænkte vi, at det kvæler os. Resten af fabrikken kan ikke vente på, at det tager så lang tid. De andre funktioner stod bare og ventede, siger direktøren.
Altid et sted med pres
Først byggede man en portalsvejser med to hoveder, og da det fungerede, gik man videre til tre hoveder, og nu er man endt på fire svejsehoveder, der svejser på samme tårnsektion på samme tid. Hvert skridt tog adskillige måneder.
- Svejsning er ikke en flaskehals mere, og vi kan nu sommetider opleve, at halvdelen af svejsemaskinerne står stille, når vi laver sektioner i tyndere stålplader, siger han.
- Der er altid et sted, hvor man er presset i produktionen - vel og mærke hvis man har fuld ordrebog. Men den flytter. Lige nu er det overfladebehandlingen, fordi vi er oppe at producere 18 offshore-sektioner om ugen, siger Jens Risvig Pedersen.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}